
PVD 鍍膜常見缺陷及其預防措施
物理氣相沉積(PVD)是一項關鍵的薄膜塗層技術,廣泛應用於切削刀具、汽車零組件、裝飾性外觀以及半導體元件等產業。雖然 PVD 具有諸多優點,但製程中容易出現各種缺陷,進而影響塗層品質與性能。了解這些缺陷並採取預防措施,對於達成最佳塗層效果至關重要。
了解 PVD 鍍膜技術
PVD 涵蓋了數種真空鍍膜技術,包括 sputtering 與 evaporation。這些製程通常在相對低溫(20-500°C)下運作,在受控的真空環境中,將材料從固體靶材物理轉移到基板表面。最終塗層的品質取決於多項因素,包括基板前處理、製程參數、腔體潔淨度以及材料選擇。

主要 PVD 鍍膜缺陷
1. 針孔與孔隙率
針孔是穿透整個塗層微小的空隙,而孔隙率則是指塗層結構內部散布的空隙。這些缺陷會大幅降低抗腐蝕能力,並可能成為塗層失效的起始點。
-
成因:
-
基板清洗不徹底殘留污染物。
-
沉積過程中基板outgassing。
-
沉積腔體內的微粒污染。
-
靶材密度不足或品質不佳。
-
沉積速率過低。
-
-
預防策略:
-
執行嚴格的基板清洗流程,包括超音波清洗、鹼洗與離子轟擊(Ion bombardment)。
-
確保沉積前的真空度達到標準(通常需 <10⁻⁵ mbar)。
-
使用高純度靶材。
-
維持適當的沉積速率與基板溫度。
-
定期執行腔體清理與維護計劃。
-
2. 附著力不良與剝離
塗層附著力失效表現為皮層剝落、碎片化或與基板完全脫離。這是影響塗層耐用性與性能最關鍵的缺陷之一。
-
成因:
-
表面準備與清洗不足。
-
存在氧化層或污染物。
-
熱膨脹係數不匹配。
-
初始沉積時離子轟擊不足。
-
塗層內殘餘應力過大。
-
界面鍵結力弱。
-
-
預防策略:
-
入料前徹底準備基板,包括機械零件去油、表面拋光與化學蝕刻。
-
執行完整的清洗程序。
-
在沉積前立即進行In-situ電漿清洗或離子蝕刻。
-
增加薄金屬過渡層以改善附著力。
-
優化初始沉積時的基板偏壓。
-
控制塗層厚度以管理殘餘應力。
-
採用漸進式加熱與冷卻循環,以減少熱應力。
-
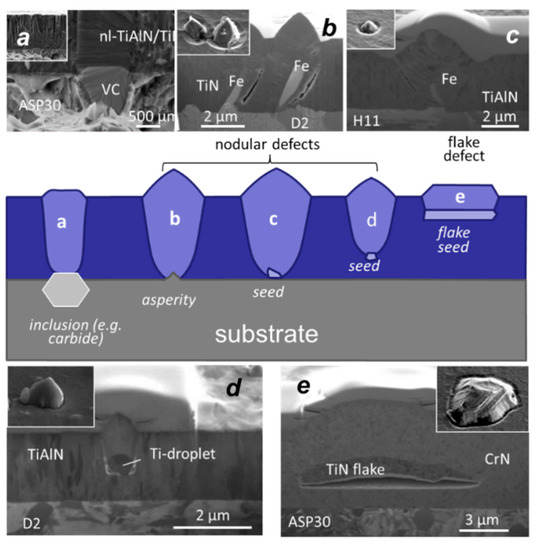
3. 結瘤缺陷
結瘤缺陷在塗層表面呈現錐狀凸起,通常是由微粒污染充當成核位點,導致優先成長而產生。
-
成因:
-
基板表面附著灰塵或微粒。
-
腔體壁或夾具上殘留的先前鍍膜碎屑剝落。
-
製程氣體過濾不當。
-
靶材跳火。
-
-
預防策略:
-
遵循無塵室規範處理基板。
-
定期清潔腔體組件與夾具。
-
在氣體管路安裝微粒過濾器。
-
優化防 shield 設計以減少碎屑剝落。
-
優化濺鍍製程條件以減少靶材跳火。
-
將基板存放在潔淨環境中。
-
4. 塗層厚度不均
塗層厚度不均會影響功能性表現與外觀美感,導致耐磨性與光學特性的差異。
-
成因:
-
基板相對於靶材的位置不佳。
-
基板自轉或公轉運動不足。
-
複雜幾何形狀造成的 Shadowing effects。
-
靶材沖蝕不均勻。
-
腔體內沉積速率不一致。
-
-
預防策略:
-
優化具備多軸旋轉功能的基板架設計。
-
對複雜零件使用公自轉系統。
-
將基板置於適當的靶基距離。
-
利用製程建模與模擬來輔助夾具設計。
-
使用QCM等工具定期監測。
-
5. 高殘餘應力
塗層內過高的壓應力或拉應力會導致裂紋、起鼓或附著力失效,特別是在較厚的塗層中。
-
成因:
-
離子轟擊能量過高。
-
基板偏壓設定不當。
-
沉積速率過快。
-
塗層與基板間的晶格不匹配。
-
熱膨脹係數不匹配。
-
-
預防策略:
-
優化偏壓與離子能量。
-
在沉積過程中控制基板溫度。
-
採用多層或梯度塗層結構。
-
使用應力釋放過渡層。
-
適時執行沉積後退火處理。
-
監測並限制塗層厚度。
-
6. 柱狀成長與密度不佳
具備空隙邊界的開放式柱狀結構會降低塗層密度,損害機械性質與抗腐蝕能力。
-
成因:
-
沉積時表面原子遷移率低。
-
離子轟擊不足。
-
基板溫度過低。
-
斜角沉積。
-
製程壓力不當。
-
-
預防策略:
-
在材料容許範圍內優化基板溫度。
-
施加適當偏壓進行離子轟擊。
-
控制工作壓力以平衡平均自由徑。
-
確保垂直沉積的幾何關係。
-
適時使用高能量沉積技術。
-
7. 色差與光學缺陷
對於裝飾性 PVD 塗層,顏色均勻性至關重要。色差可能源於厚度差異或成分改變。
-
成因:
-
塗層厚度不均。
-
化合物塗層的 stoichiometry 不穩定。
-
反應氣體分布不均。
-
基板間存在溫度梯度。
-
-
預防策略:
-
確保反應式 PVD 中氣體分布均勻。
-
執行閉迴路分壓控制。
-
優化基板旋轉與定位。
-
維持一致的基板溫度。
-
使用光學監控系統進行即時控制。
-
缺陷預防的最佳實踐
基板準備
正確的基板準備是預防 PVD 缺陷最重要的因素。完整的清洗流程應包括:
-
使用適當溶劑或鹼性溶液去油。
-
超音波清洗以移除嵌入微粒。
-
使用去離子水沖洗。
-
在受控環境下乾燥。
-
通過化學蝕刻(適當時)進行表面活化。
-
沉積前立即進行原位電漿清洗。
製程控制與監測
實施強健的製程控制系統有助於維持一致性:
-
即時監測真空壓、氣體流量與溫度。
-
自動控制反應氣體分壓。
-
定期校準測量儀器。
-
對薄膜進行原位與 ex-situ 鑑定,並收集製程數據進行統計製程控制。
-
記錄製程參數以確保可追溯性。
設備維護
定期的維護計劃可防止污染並確保性能穩定:
-
定期清潔沉積腔體。
-
在靶材過度沖蝕前更換。
-
檢查並更換密封件與墊片。
-
校準電源供應器與控制系統。
-
執行幫浦維修與測漏。
品質控制測試
實施全面的品質控制程序有助於早期發現缺陷:
-
在適當照明下進行目視檢查。
-
附著力測試(刮痕測試、百格測試)。
-
使用適當技術測量厚度。
-
表面粗糙度分析。
-
使用掃描式SEM進行微結構檢查。
-
針對功能性塗層進行硬度與磨耗測試。
結論
雖然 PVD 鍍膜技術提供了卓越的性能特點,但要實現無缺陷塗層,必須在製程的每個階段都注重細節。成功取決於正確的基板前處理、優化的製程參數、潔淨的作業環境以及定期的設備維護。透過了解常見缺陷的根源並實施預防策略,製造商可以穩定生產出符合嚴苛規格的高品質 PVD 塗層。